- patron serwisu

Asfalt jest powszechnie stosowanym materiałem budowlanym, wykorzystywanym przede wszystkim jako spoiwo. Pierwsze zastosowania asfaltu w budownictwie miały miejsce w Mezopotamii 800-600 lat p.n.e. Używany był do łączenia mozaiki, cegieł w budynkach. Z tego okresu pochodzi również pierwsza droga do Babilonu i most na Eufracie wybudowane z użyciem asfaltu [1]. Podstawowymi cechami, które decydują o przydatności asfaltów w drogownictwie jest odporność na działanie wody oraz właściwości termoplastyczne.
Terminologia
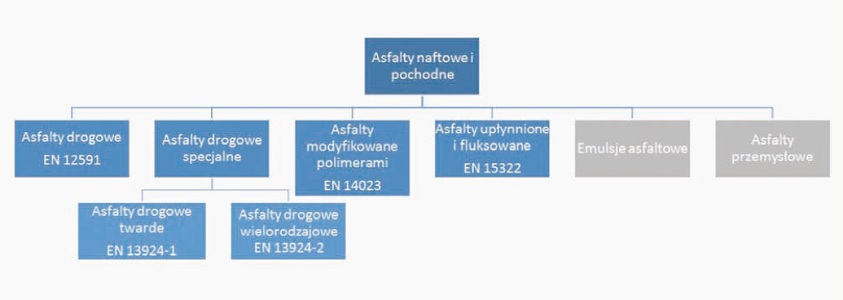
Asfalt jest lepiszczem, który podgrzany do odpowiednio wysokiej temperatury mięknie i upłynnia się, natomiast po schłodzeniu – jego lepkość zwiększa się i staje się ciałem stałym. Obecnie jest on podstawowym składnikiem mieszanek mineralno-asfaltowych (MMA) stosowanych do budowy nawierzchni asfaltowych. Zgodnie z klasyfikacją podaną w normie PN-EN 12597 [2] asfalty te zaliczają się grupy asfaltów naftowych. Należy do nich zaliczyć asfalty drogowe, drogowe specjalne i modyfikowane polimerami (rys. 1).
Asfalt drogowy
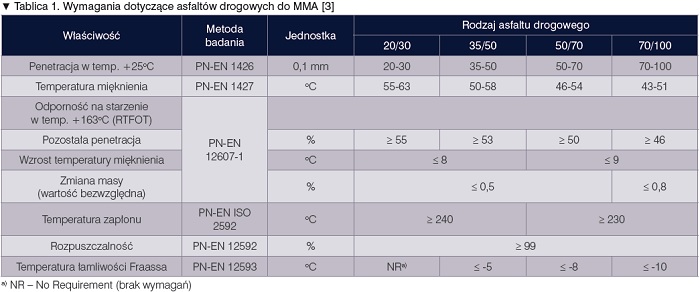
Asfalt drogowy tzw. zwykły jest stosowany do otaczania kruszywa i/lub destruktu asfaltowego oraz wykorzystywany głównie w budowie i utrzymaniu nawierzchni drogowych. Klasyfikowane są wg normy PN-EN 12591 [3]. Asfalty przeznaczone do mieszanek mineralno-asfaltowych klasyfikowane są wg penetracji w temp. +25oC. Wymagania zgodne z Załącznikiem Krajowym NA do normy PN-EN 12591 przedstawiono w tablicy 1.
Asfalt specjalny
Asfalt specjalny produkowany jest w celu uzyskania specyficznych właściwości. Wyróżniamy w tej grupie asfalty twarde (o penetracji nie wyższej niż 25 x 0,1 mm, przeznaczone do betonu asfaltowego o wysokim module sztywności) oraz wielorodzajowe charakteryzujące się mniejszą wrażliwością termiczną w stosunku do asfaltów drogowych, które są produktami pośrednimi między asfaltem drogowym a modyfikowanym (nie zawierają polimerów, technologia ich produkcji opracowywana jest w rafineriach).
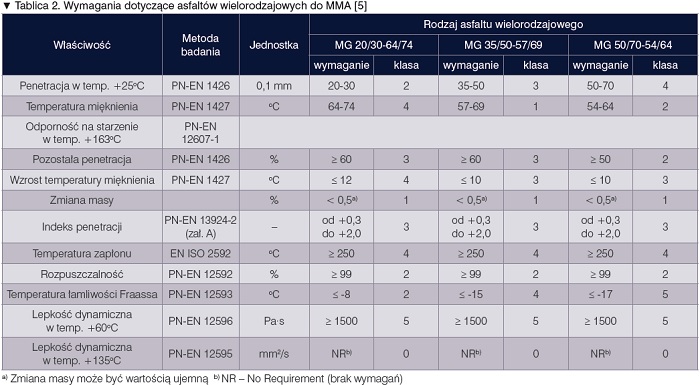
Asfalty twarde objęte są normą PN-EN 13924 [4], do której opracowano Załącznik Krajowy NA. Jednak zgodnie z Wymaganiami Technicznymi WT-2 2014 [23] nie przewiduje się stosowania takich asfaltów do MMA w Polsce. Wymagania dla asfaltów wielorodzajowych zamieszczone są w Załączniku Krajowym do normy PN-EN 13924-2 [5] (tablica 2).
Asfalt modyfikowany polimerem
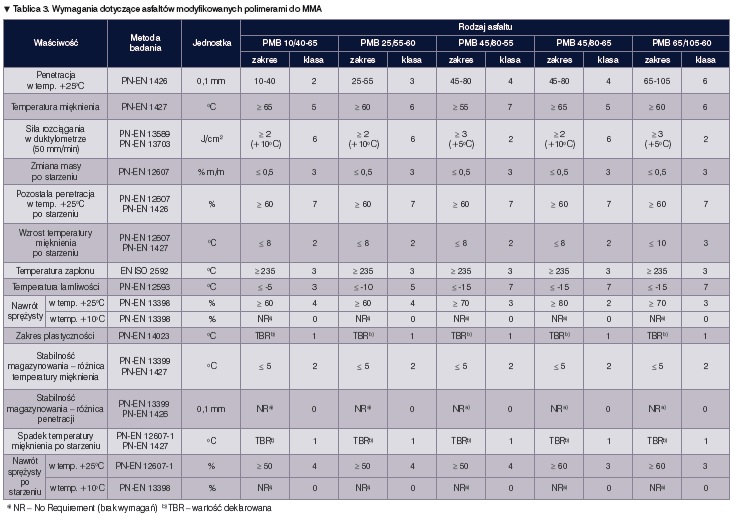
Asfalt modyfikowany polimerem tzw. polimeroasfalt to asfalt, którego właściwości reologiczne zostały zmodyfikowane w produkcji przez dodanie jednego lub kilku polimerów organicznych. Celem stosowania polimeroasfaltów jest poprawa właściwości funkcjonalnych nawierzchni asfaltowych: odporności na koleinowanie, odporności na pękanie niskotemperaturowe, trwałości zmęczeniowej, odporności na starzenie. Na poziomie cech lepiszczy dąży się do zwiększenia zakresu temperaturowego lepkosprężystości. Zakres ten definiowany jest przez temperaturę łamliwości wg Fraassa oraz temperaturę mięknienia i jest nazywany temperaturowym zakresem plastyczności.
Im wyżej położona warstwa asfaltowa, tym większy powinien być zakres plastyczności asfaltu. Są szczególnie zalecane do warstw ścieralnych, a w niektórych przypadkach i wiążących. W zastosowaniu do warstwy podbudowy wykorzystuje się je do poprawy trwałości zmęczeniowej. Warto również zauważyć na szczególne cechy lepkości asfaltu modyfikowanego, która w niewielkim stopniu zmienia się w zakresie od -20 do +80oC. W temperaturze +60oC lepkość polimeroasfaltu jest kilkukrotnie wyższa niż asfaltu zwykłego o tej samej penetracji. Jednocześnie w wyższych temperaturach lepkość szybko spada powodując, że temperatury technologiczne produkcji i wbudowania mogą być nawet niższe niż w przypadku asfaltów drogowych [22].
Do modyfikacji asfaltów stosuje się najczęściej elastomery SBS, rzadziej plastomery EVA uzyskując w ten sposób odpowiednio elastomeroasfalt lub plastomeroasfalt. Elastomeroasfalty charakteryzują się szerokim zakresem plastyczności, sprężystością natychmiastową i wysokim nawrotem sprężystym. Poprawiają zarówno odporność na koleinowanie, jak i trwałość zmęczeniową oraz podatność na pękanie niskotemperaturowe. W odróżnieniu plastomeroasfalty mają większy udział odkształcenia trwałego i większą sztywność w wysokiej temperaturze. Nie poprawiają odporności na pękanie w niskich temperaturach.
Wymienione wyżej definicje asfaltów wynikają z klasyfikacji i zapisów normy PN-EN 12597 [2], natomiast na rynku dostępne są również inne asfalty, które nie są tam wymienione. Należy tu wymienić asfalty do mieszanek na ciepło (WMA), asfalty wysokomodyfikowane (HiMA) oraz polimeroasfalt modyfikowany gumą (CR). Tego rodzaju nowe rozwiązania technologiczne powstają w odpowiedzi na zwiększające się wymagania pod względem technicznym, ekonomicznym oraz ekologicznym w zakresie budownictwa drogowego. Technologie te są bardzo obiecujące, czego dowodem są wdrożenia oraz ujęcie możliwości ich stosowania w dokumentach technicznych. Asfalty wysokomodyfikowane oraz polimeroasfalty CR uwzględnione zostały w Załączniku Krajowym do normy PN-EN 14023 [6]. Możliwość ich stosowania, jak również asfaltów WMA, została zapisana również w wymaganiach technicznych wydanych przez Generalną Dyrekcję Dróg Krajowych i Autostrad [23].
Asfalty WMA
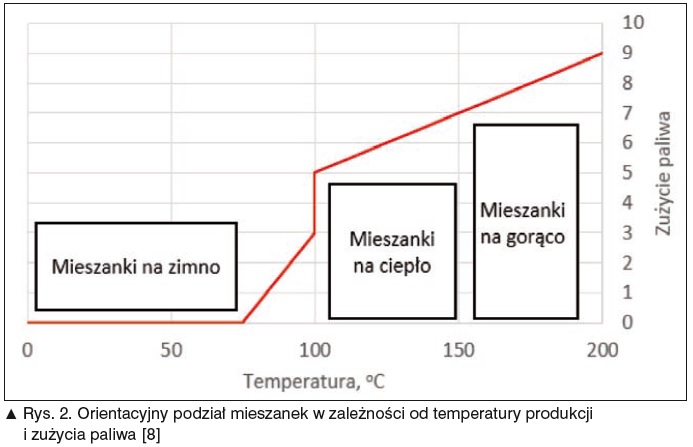
Asfalty WMA są przeznaczone do MMA na ciepło. Mieszanki mineralno-asfaltowe na ciepło (WMA – z ang. warm mix asphalt) to stosunkowo nowa technologia w Polsce, która w ostatnich latach jest coraz częściej stosowana. Stanowi technologię pośrednią pomiędzy mieszankami na gorąco, w których obniżenie lepkości asfaltu (upłynnienie) jest uzyskiwane przez wysoką temperaturę (w zależności od rodzaju asfaltu wynosi ona od +150 do +195oC, a w przypadku mieszanki typu asfalt lany może wynosić nawet +230oC [7]), a mieszankami na zimno, gdzie efekt ten uzyskiwany jest przez wytworzenie emulsji wodno-asfaltowej (rys. 2). Podstawowym warunkiem dla mieszanek WMA jest zachowanie właściwości i zalet mieszanek w technologii na gorąco. Natomiast pierwszą korzyścią z ich stosowania jest obniżenie temperatury produkcji o co najmniej +30oC. Dzięki temu uzyskiwane są oszczędności na zużyciu paliwa [8]. Korzystne są również efekty środowiskowe z uwagi na zmniejszoną emisję gazów cieplarnianych i oparów na poziomie około 20% [9]. Niższa temperatura i mniej intensywne opary wpływają na lepszy komfort pracy robotników drogowych i zmniejszają chwilową uciążliwość dla ludzi przebywających w otoczeniu robót [10]. Druga korzyść to lepsza urabialność i zagęszczalność przy wbudowaniu mieszanki. Mieszanka mineralno-asfaltowa na ciepło będzie łatwiej się rozkładać i zagęszczać niż mieszanka na gorąco w danej temperaturze szczególnie, gdy jest ona niższa niż optymalna temperatura zagęszczania. Mieszanki na ciepło mogą być więc stosowane w mniej korzystnych warunkach atmosferycznych, kiedy ulegają szybszemu wystudzeniu. Dzięki temu możliwe jest wydłużenie sezonu robót nawierzchniowych oraz wydłużenie odległości transportu mieszanki mineralno-asfaltowej z wytwórni do miejsca wbudowania. Mieszanki na ciepło mogą być również stosowane w warunkach, gdy czas wykonania robót jest bardzo ograniczony np. na lotniskach. Niższe temperatury technologiczne oznaczają krótszy czas potrzebny do ostygnięcia nawierzchni przed oddaniem do ruchu. Za przykład może posłużyć przebudowa nawierzchni na lotnisku we Frankfurcie w roku 2005, gdzie do wymiany poszczególnych odcinków pasa startowego wystarczyło zaledwie 7,5 godziny [11]. Stosowanie technologii „na ciepło” jest również wykorzystywane przy produkcji MMA z dodatkiem destruktu [7, 11].
Ostatnią nowością na polskim rynku są asfalty drogowe, które umożliwiają produkcję i wbudowanie mieszanek mineralno-asfaltowych w technologii na ciepło [12] bez konieczności stosowania dodatków. Są to asfalty rodzaju 20/30, 35/50 i 50/70, a więc są klasyfikowane jako podstawowe asfalty drogowe „zwykłe” wg normy PN-EN 12591. Efekt osiągany jest dzięki wprowadzeniu do asfaltu specjalnych substancji chemicznych, które poprawiają efektywność mieszania i urabialność przez zmniejszenie napięcia powierzchniowego na granicy asfalt-kruszywo. Asfalty WMA charakteryzują się lepszą przyczepnością w stosunku do asfaltów zwykłych, co jest szczególnie widoczne w przypadku skał kwaśnych jak np. granit. Wyniki badań wodoodporności, które są powiązane z adhezją, wskazują, że w przypadku niektórych skał można nawet zrezygnować ze stosowania dodatkowych środków adhezyjnych. Temperatury technologiczne z asfaltami WMA mogą zostać obniżone o +30oC. Dodatkowo przeprowadzone badania wykazały, że możliwe jest efektywne zastosowanie tych asfaltów w produkcji mieszanek z użyciem destruktu (granulatu) pochodzącego w recyklingu nawierzchni asfaltowej nawet w ilości 50%. Jest to efektem dobrej urabialności oraz obniżenia temperatur technologicznych.
Polimeroasfalty CR
Polimeroasfalty CR są asfaltami modyfikowanymi polimerem z dodatkiem miału gumowego. Historia stosowania gumy w nawierzchniach asfaltowych sięga aż 1840 r., kiedy odnotowano pierwsze zastosowania kauczuku naturalnego jako modyfikatora asfaltu [13]. Niemal sto lat później odnotowano pierwsze zastosowanie gumy z zużytych opon samochodowych do modyfikacji asfaltu w USA, a w latach połowie lat 60. Charles McDonald (USA, Arizona) opracował metodę „na mokro” modyfikacji asfaltu gumą [14, 15]. W metodzie tej rozdrobniony granulat gumowy mieszany jest na gorąco z asfaltem w wysokiej temperaturze w specjalnej instalacji, co pozwala wprowadzić nawet 20% granulatu. W ten sposób uzyskane lepiszcze w istotnym stopniu przejmuje wartościowe cechy gumy. Obecnie ta metodą dość szeroko upowszechniła się w Stanach Zjednoczonych i jest do dzisiaj stosowana [16]. Metodą alternatywną jest metoda „na sucho”, w której granulat gumowy dozowany jest bezpośrednio do kruszywa w mieszalniku otaczarki przed podaniem asfaltu. Reakcja gumy z asfaltem jest znikoma. W istocie granulat gumowy jest składnikiem kruszywa w mieszance. Pomimo tego efekt modyfikacji właściwości fizyko-mechanicznych asfaltu i mieszanki nie jest znaczący, natomiast jest stwierdzone zmniejszenie hałaśliwości nawierzchni [17]. Dostępna jest również technologia pośrednia tj. granulat gumowy z dodatkiem asfaltu [18]. Składa się z asfaltu drogowego 50/70 lub 70/100 oraz zwulkanizowanej gumy chemicznie i fizycznie związanej z lepiszczem, a także z odpowiednich wypełniaczy i olejów. Ostatnią nowością na rynku są polimeroasfalty modyfikowane gumą typu CR (z ang. crumb rubber). Są one wytwarzane metodą terminalową „na mokro” w rafinerii. Z punktu widzenia producenta mieszanki jest to najprostsza metoda, która nie wymaga dodatkowych zabiegów czy instalacji, poza koniecznością mieszania asfaltu w zbiorniku. Dostępne są asfalty rodzaju 25/55-60 CR oraz 45/80-55 CR. Pierwszy z nich dedykowany jest do warstwy podbudowy i wiążącej, a w szczególności do betonu asfaltowego o wysokim module sztywności. Natomiast asfalt 45/80-55 CR przeznaczony jest to mieszanek do warstwy ścieralnej, w szczególności typu SMA i BBTM. Badania laboratoryjne polimeroasfaltów CR wykazały, że spełniają one wymagania normy PN-EN 14023 dotyczącej polimeroasfaltów i mogą być stosowane do mieszanej mineralno-asfaltowych [19, 20]. W badaniach mieszanek mineralno-asfaltowych typu beton asfaltowy o wysokim module sztywności wykazano istotną poprawę niektórych właściwości w porównaniu do zastosowania polimeroasfaltu bez dodatku gumy [21]. W szczególności dotyczy to odporności na pękanie niskotemperaturowe i trwałości zmęczeniowej, przy zachowaniu odporności na koleinowanie.
Asfalty wysokomodyfikowane
Asfalty wysokomodyfikowane (HiMA) są szczególną odmianą polimeroasfaltów. W Polsce najczęściej do modyfikacji asfaltów stosuje się elastomery typu SBS (styren-butadien-styren) [22]. W klasycznych polimeroasfaltach zawartość SBS nie przekracza ilości 7,0% m/m. Zwiększenie zawartości polimeru powoduje ryzyko zmniejszenia stabilności (rozdzielenia fazy polimeru i asfaltu) oraz zwiększenia lepkości powodujące problemy podczas produkcji i wbudowywania. Jednak prace badawczo-rozwojowe prowadzone przez producentów i ośrodki naukowe doprowadziły ostatecznie do uzyskania polimeroasfaltów o zwiększonej ilości polimerów, nazywanych asfaltami wysokomodyfikowanymi. W takich asfaltach zmianie ulegają proporcje pomiędzy zawartością objętościową asfaltu i polimeru.
Na rynku polskim w największych rafineriach dostępne są trzy rodzaje asfaltów wysokomodyfikowanych: 25/55-80, 45/80-80 oraz 65/105-80. Możliwość ich stosowania wynika z zapisów Załącznika Krajowego do normy PN-EN 14023 oraz z dokumentu WT-2 2014 [23]. Ten ostatni dokument wskazuje zastosowanie tych asfaltów w zależności od przeznaczania (rodzaj warstwy) i kategorii ruchu. Z uwagi na szczególne właściwości tych asfaltów są one zasadniczo przeznaczone do nawierzchni o zwiększonym obciążeniu ruchem. Prace rozwojowe [24] wykazały znaczną poprawę właściwości niskotemperaturowych asfaltu (temperatura łamliwości, temperatura krytyczna wg PG) oraz mieszanek mineralno-asfaltowych. Bardzo korzystne wyniki uzyskano również w badaniach zmęczeniowych DSR (Dynamic Shear Rheometer) asfaltu oraz mieszanek metodą belki czteropunktowo zginanej. Jednocześnie poprawie w stosunku do polimeroasfaltów uległa odporność na deformacje trwałe, co wykazały wyniki górnej temperatury krytycznej wg PG, MSCR (Multiple Stress Creep Recovery) i koleinowania mieszanek mineralno-asfaltowych. Tak dobre właściwości predysponują do stosowania nie tylko w nawierzchniach najwyższych kategorii ruchu, ale również w nawierzchniach długowiecznych, projektowanych na 30-50 lat.
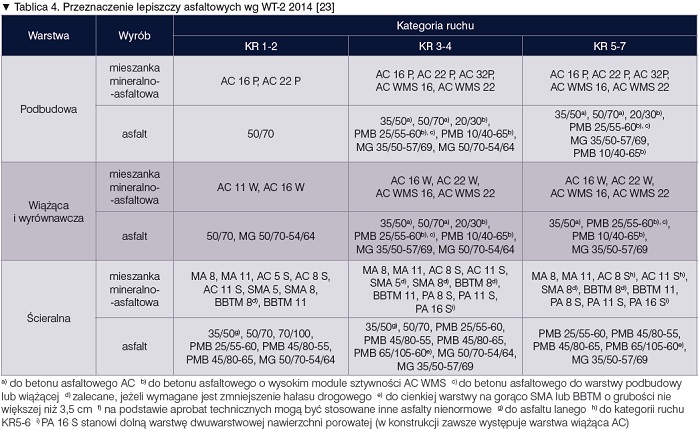
Zastosowanie asfaltów
Przeznaczenie asfaltów zależy od kategorii ruchu i warstwy nawierzchni. W tablicy 4 przedstawiono zalecane asfalty do mieszanek mineralno-asfaltowych wg Wymagań Technicznych WT-2 2014 [23].
Literatura
1. Sybilski D., Czy asfalt jest szkodliwy dla środowiska, Magazyn Autostrady, nr 12/2009.
2. PN-EN 12597 Asfalty i produkty asfaltowe – Terminologia.
3. PN-EN 12591 Asfalty i lepiszcza asfaltowe – Wymagania dla asfaltów drogowych.
4. PN-EN 13924 Asfalty i lepiszcza asfaltowe – Wymagania dla asfaltów drogowych twardych.
5. PN-EN 13924-2 Asfalty i lepiszcza asfaltowe – Zasady klasyfikacji asfaltów drogowych specjalnych – Część 2: Asfalty drogowe wielorodzajowe.
6. PN-EN 14023 Asfalty i lepiszcza asfaltowe – Zasady klasyfikacji asfaltów modyfikowanych polimerami.
7. Stienss M., Judycki J., Mieszanki mineralno-asfaltowe na ciepło – przegląd dodatków, Drogownictwo, nr 7-8/2010, str. 227-232.
8. EAPA, The use of Warm Mix Asphalt, EAPA Position Paper 2010.
9. Prowell B., Warm mix asphalt – The international technology scanning program – Summary report, NCHRP 2007.
10. Olard F., Le Noan C., Romier A., Low energy asphalt technique for minimizing impacts from asphalt plants to road works, European Roads Review 2007, ERR No. 10, str. 64-75.
11. Croteau J.M., Tessier B., Warm Mix Asphalt Paving Technologies: a Road Builder’s Perspective, Annual Conference of the Transportation Association of Canada, 2008.
12. Karp E., Czajkowski P., Ekologia w cenie, Infrastruktura: Ludzie Innowacje Technologie, nr 5-6/2015.
13. Rubber World, Those Amazing Rubber Roads, nr 3-4/1967.
14. Morris G.R., McDonald C.H., Asphalt-Rubber Stress Absorbing Membranes: Field Performance and State of the Art, TRB, Transportation Research Record No. 595, National Research Council, Washington D.C., 1976.
15. McDonald C.H., Recollections of Early Asphalt-Rubber History, National Seminar on Asphalt-Rubber, October 1981.
16. Sybilski D., Horodecka R., Maliszewski M., Możliwości stosowania cichych nawierzchni drogowych w Polsce, Materiały Budowlane, nr 8/2011, str. 32-34.
17. Sybilski D., Bańkowski W., Wróbel A., Ciche nawierzchnie asfaltowe z zastosowaniem granulatu gumowo-asfaltowego, Monografia: Ochrona środowiska i estetyka a rozwój infrastruktury drogowej, SITK, Lublin, 2011.
18. Sybilski D., Bańkowski W., Horodecka R., Wróbel A., Mirski K., Metoda modyfikacji mieszanki mineralno-asfaltowej gumą z zastosowaniem dodatku „tecRoad”, Drogownictwo, nr 6/2011, str. 189-193.
19. Bańkowski W., Gajewski M., Sybilski D., Horodecka R., Czajkowski P., Kędzierska A., Laboratoryjna ocena przydatności polimeroasfaltu z dodatkiem gumy do zastosowania w mieszance AC WMS, Część 1: Badania asfaltów, Drogownictwo, nr 7-8/2014, str. 226-232.
20. Bańkowski W., Sybilski D., Horodecka R., Czajkowski P., Laboratoryjna ocena przydatności polimeroasfaltu z dodatkiem gumy do zastosowania w mieszance AC WMS, Cz. 2: Badania mieszanek, Drogownictwo, nr 9/2014, str. 300-306.
21. Król J., Radziszewski P., Sarnowski M., Czajkowski P., Kędzierska A., Chromiec A., Mieszanki mineralno-asfaltowe z lepiszczem polimerowogumowym do warstw ścieralnych, Magazyn Autostrady, nr 5/2013, str. 82-87.
22. Gaweł I., Kalabińska M., Piłat J., Asfalty drogowe, WKiŁ, 2014.
23. WT-2 2014, Nawierzchnie asfaltowe na drogach krajowych, część 1, GDDKiA, Warszawa, 2014.
24. Błażejowski K., Olszacki J., Peciakowski H., Asfalty wysokomodyfikowane Orbiton HiMA – Poradnik stosowania, Orlen Asfalt, 2014.
dr inż. Wojciech Bańkowski
Instytut Badawczy Dróg i Mostów
ul. Kujawska 1
00-793 Warszawa
tel. 22 255 33 40
KRS 0000192270 (Sąd Rejonowy dla m.st. Warszawy, XII Wydział Gospodarczy KRS)
NIP 525-22-90-483
Kapitał zakładowy: 150 000 zł
Produkty (0)